Introduction : Moisture Analyzer Applications
Moisture content is one of the most critical quality parameters across modern industries. Moreover, even small variations in water content can drastically affect product quality, shelf life, safety, and performance. For example, in food production, pharmaceuticals, chemicals, agriculture, and energy sectors, accurate moisture measurement is essential. Therefore, businesses increasingly rely on Moisture Analyzer Applications to ensure consistency, optimize processes, and meet regulatory standards. In addition, these applications help reduce waste, improve efficiency, and maintain high-quality outputs across various industries. As a result, understanding the basic uses and benefits of moisture analyzers has become indispensable for modern production and laboratory environments.
What Is a Moisture Analyzer?
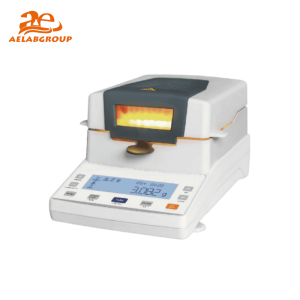
A moisture analyzer is a laboratory instrument designed to determine the amount of water present in solid, semi-solid, and powdered materials.
The most widely used principle is the Loss on Drying (LOD) method:
The sample is weighed.
It is heated using controlled thermal energy.
Moisture evaporates from the material.
The device measures the change in mass.
The moisture percentage is calculated automatically.
Featured Snippet – Quick Answer
A moisture analyzer is a device that measures moisture content by heating a sample and calculating the weight loss caused by water evaporation.
For applications requiring extreme precision, alternative techniques such as chemical titration, microbalance sensors, and electrical or optical moisture detection methods may be used.
Moisture Analyzer Applications Across Industries
1. Food and Beverage Industry
Moisture control is critical in food manufacturing. Too much moisture leads to microbial growth, while too little results in poor texture and taste.
Common Applications include:
Moisture measurement in fruits, vegetables, and meat
Testing of flour, starch, grains, and protein powders
Quality control of semi-solid and paste-like foods
Moisture testing in snacks, cereals, and baked products
Benefits for the food industry:

2. Pharmaceutical Industry
In pharmaceutical production, moisture levels directly affect stability, dosage accuracy, and drug safety.
Key Moisture Analyzer Applications:
Moisture testing in tablets, capsules, and powders
Quality control of active pharmaceutical ingredients
Sensitive moisture detection for low-water formulations
Accurate moisture control ensures:
Long-term product stability
Compliance with safety standards
Consistent drug performance

3. Oil, Gas, and Petrochemical Applications
In hydrocarbon processing, even trace moisture can cause serious operational problems such as corrosion and catalyst damage.
Typical uses include:
Moisture testing before gas liquefaction
Detection of trace water in refined fuels
Moisture monitoring in process gases
Reliable moisture data improves:
Equipment lifespan
Process efficiency
Safety of operations
4. Agriculture and Grain Processing
Moisture analyzers play a vital role in crop storage and agricultural quality control.
Common agricultural applications:
Moisture testing of wheat, rice, corn, barley, and soybeans
Animal feed moisture analysis
Soil moisture assessment
Advantages:

5. Chemical and Material Industries
In chemical processing and material manufacturing, moisture can influence reaction speed and final product characteristics.
Major Moisture Analyzer Applications include:
Moisture testing in fertilizers, ethanol, and methanol
Analysis of polymers and plastics
Moisture measurement in glass and ceramic powders
Biomass and coal moisture analysis
This ensures process stability and consistent material properties.
6. Plastics and Polymer Manufacturing
Moisture is a major cause of defects in plastic products.
Applications include:
Moisture measurement in plastic granules and pellets
Prevention of bubbles, cracks, and surface defects
Quality control before injection molding and extrusion
This leads to higher-quality plastic parts and fewer rejected products.
7. Construction and Building Materials
Moisture content directly affects the strength and durability of construction materials.
Common applications:
Moisture testing in cement and concrete powders
Measurement of moisture in sand and aggregates
Water content analysis in gypsum and plaster
Accurate moisture control reduces cracking and structural weaknesses.
8. Cosmetics and Personal Care Products
In cosmetics manufacturing, moisture influences texture, stability, and user experience.
Typical Moisture Analyzer Applications :
Moisture testing in creams, lotions, and gels
Analysis of cosmetic powders
Batch consistency control
This ensures product safety and uniform quality.
Role of Moisture Analyzers in Research and Development (R&D)
Moisture analyzers are essential tools in research and development laboratories.
They are used for:
Studying moisture effects on thermal, electrical, and mechanical properties
Product formulation optimization
Environmental research such as soil moisture analysis
Testing of construction materials and composites
Fuel and energy research involving biomass and natural gas
Benefits of Using a Moisture Analyzer
Using a moisture analyzer delivers measurable business and operational advantages:
✅ Faster testing and real-time results
✅ Improved product quality and consistency
✅ Reduced production waste
✅ Better shelf-life control
✅ Compliance with international standards
Moisture Analyzer vs Traditional Oven Drying
| Feature | Moisture Analyzer | Traditional Oven Method |
|---|
| Test Time | Minutes | Hours |
| Accuracy | High | Moderate |
| Automation | Automatic | Manual |
| Ease of Use | Simple | Labor-intensive |
| Real-Time Results | Yes | No |
Key Insight: Moisture analyzers provide faster, more consistent, and more reliable results than traditional methods.
Expert Tips for Accurate Moisture Analysis
To achieve the best possible accuracy:
Use a representative sample size
Avoid overcrowding the sample pan
Clean the heating chamber regularly
Calibrate the device frequently
Store samples in airtight containers
These best practices improve both repeatability and instrument lifespan.
AELAB Halogen Moisture Analyzer XY-MW Series | Precision Lab Moisture Testing
Common Challenges and Practical Solutions
| Challenge | Practical Solution |
|---|
| Inconsistent readings | Use uniform sample preparation |
| Sample overheating | Lower drying temperature |
| Long test duration | Optimize drying profiles |
| Sample burning | Reduce heat intensity |
Conclusion : Moisture Analyzer Applications
The basic applications of a moisture analyzer span nearly every major industry—from food and pharmaceuticals to oil and gas, agriculture, chemicals, construction, and research. Moreover, these instruments play a central role in quality control, safety assurance, and process optimization. As a result, accurate moisture measurement leads to several key benefits:
Better products, which meet high-quality standards
Lower operational costs, thereby improving overall efficiency
Higher customer satisfaction, because products are consistent and reliable
In addition, in modern industrial environments, moisture analyzers are not optional—rather, they are essential for maintaining quality, safety, and efficiency across all processes.
Call to Action (CTA)
If you want to improve product quality and production efficiency, now is the time to use reliable moisture analysis in your workflow.
Contact AELAB technical experts today to find the right moisture analyzers for your industry and upgrade your quality control process.




")
")
")
")