Introduction
Accurately measuring water content is crucial across industries such as food and beverages, pharmaceuticals, agriculture, construction, and chemicals. Effective Water Content Testing directly impacts product quality, safety, shelf life, and compliance with regulations.
This guide covers:
What water content testing is and why it matters
Methods and tools used for measurement
Applications across different industries
Best practices and professional tips
Choosing the right AELAB water content tester
What is Water Content Testing?
Water content testing is the process of determining the precise amount of water in a substance, expressed as a percentage of the total weight.
Why It Matters
Food & Beverages: Ensures flavor, texture, and freshness.
Pharmaceuticals: Maintains stability and efficacy of powders, tablets, and capsules.
Agriculture: Helps farmers optimize irrigation and storage.
Construction Materials: Prevents cracking, warping, and microbial growth in wood and concrete.
Chemicals & Petroleum: Avoids unwanted reactions caused by excess water.
Water Content vs Moisture Content
While often used interchangeably:
Water Content refers specifically to the actual water present in a material.
Moisture Content is broader, including all types of water (free and bound) in the substance.
💡 For precise industrial and laboratory applications, water content testing provides more accurate, actionable data.
Water Content Tester SYD-260A
Common Water Content Testing Methods
Process: Chemical reaction detects water molecules specifically.
Pros: Extremely accurate, ideal for trace water.
Cons: Requires reagents and skilled operators.
2. Gravimetric (Oven Drying / Loss on Drying)
Process: Sample weighed → dried → reweighed → water content calculated.
Pros: Widely accepted reference method.
Cons: Time-consuming, unsuitable for heat-sensitive samples.
3. Infrared (IR) Water Content Analyzer
Process: IR radiation heats and evaporates water; absorption is measured.
Pros: Fast, suitable for production lines.
Cons: Less precise for very low water content.
4. Microwave Water Analysis
Process: Microwave energy evaporates water; weight loss measured.
Pros: Rapid for bulk materials.
Cons: Not ideal for volatile compounds.
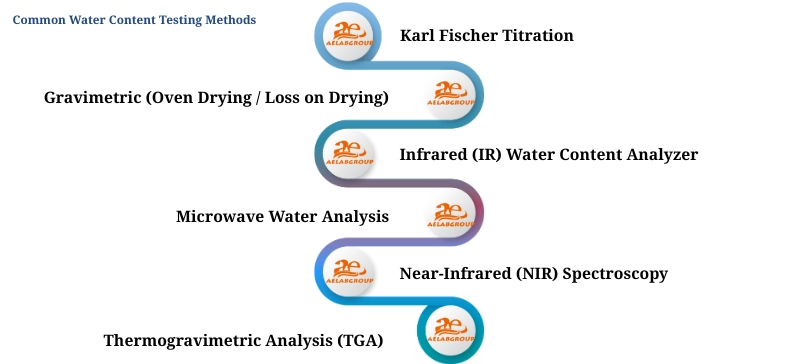
5. Near-Infrared (NIR) Spectroscopy
Process: Absorption of NIR light analyzed to determine water content.
Pros: Non-destructive, real-time monitoring.
Cons: Expensive, requires calibration.
6. Thermogravimetric Analysis (TGA)
Process: Continuous weighing under controlled heating.
Pros: Detailed thermal and water content data.
Cons: Complex, best for research applications.
Industrial Applications of Water Content Testing
Food & Beverage: Consistency, quality, and compliance with FDA/USDA regulations.
Pharmaceuticals: Stability of drugs and powders.
Agriculture: Soil moisture and optimal harvest timing.
Construction Materials: Prevents warping, cracking, or microbial growth.
Textiles: Ensures fabric quality and prevents mold.
Chemicals & Petroleum: Maintains product quality and prevents unwanted reactions.
Best Practices for Accurate Water Content Testing
Representative Sampling: Ensure samples reflect the whole batch.
Environmental Control: Maintain consistent temperature and humidity.
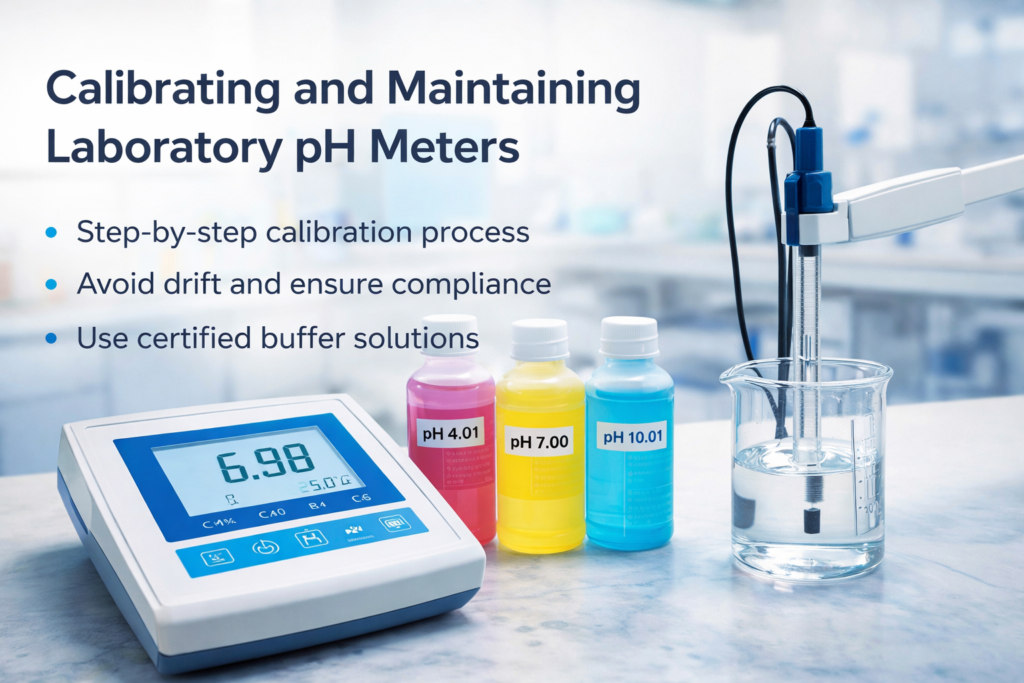
Calibration & Maintenance: Regularly calibrate water content testers.
Documentation: Keep detailed records for compliance.
Training: Staff must be trained to handle devices properly.
Conclusion
Reliable measurement of water levels plays a critical role in maintaining product quality, ensuring safety, meeting regulations, and improving efficiency across industries. From methods like Karl Fischer titration to oven drying and NIR spectroscopy, precise analysis enables businesses to:
Extend product shelf life
Meet regulatory standards
Reduce costs and waste
Deliver high-quality products consistently
👉 Choose AELAB water content testers for reliable, precise, and industry-standard testing. Contact us to find the best solution for your needs.
FAQ (Frequently Asked Questions)



")

")
")